

Hoë-presisie metaalstempelwerk sluit in stempelwerk, ponswerk en dieptrekwerk


Metaalstempelwerk is 'n proses met stempelmasjiene en gereedskap vir massaproduksie. Dit is meer presisie, vinniger, meer stabiel en teen 'n goedkoper eenheidsprys as lasersny en -buig met buigmasjiene. Natuurlik moet jy eers die gereedskapskoste in ag neem.
Volgens die onderverdeling word metaalstempel verdeel in gewoneStempelwerk,Diep tekeningenNCT-pons.

Prent 1: Een hoek van HY Metals-stempelwerkswinkel
Metaalstempelwerk het die eienskappe van hoë spoed en presisie. Stempelsnytoleransie kan ±0.05 mm of beter bereik, en stempelbuigtoleransie kan ±0.1 mm of beter wees.
Ontwerp van stempelgereedskap
Jy sal stempelgereedskap benodig om die onderdele te maak wanneer die bondelhoeveelheid bo 5000 stuks is, of wanneer dit duur vervaardig word deur 'n lasersny- en buigmasjien.
HY Metals se ingenieurspan sal u metaalonderdeel ontleed en die beste stempelgereedskap ontwerp volgens u produktekeninge en u kostebegroting.

Prent 2: Ons het sterk ingenieursondersteuning vir vormontwerp
Dit kan 'n Progressiewe-matrys of 'n reeks enkelponsmatryse wees, wat afhang van die struktuur, die hoeveelheid, die levertyd en die prys wat jy wil hê.
'n Progressiewe matrys is 'n deurlopende stempelvorm wat alle of verskeie prosesse gelyktydig kan voltooi. Jy benodig dalk net een stel progressiewe matrys om 'n voltooide onderdeel te kry.
Prent 3: Hierdie is 'n voorbeeld van 'n eenvoudige progressiewe matrys, wat een keer gesny en gebuig word.
Enkelponsmatrys is 'n stap-vir-stap stempelproses. Dit kan stempel-, sny- en verskeie stempel-, buig- en stempelgereedskap bevat.
Enkelponsgereedskap is makliker om te masjineer en gewoonlik goedkoper as progressiewe gereedskap. Maar dit is stadiger vir massaproduksie en die gestempelde onderdele sal 'n hoër eenheidsprys hê.
Stempelsny
Gewoonlik is stempelwerk die eerste stap om gate of vorms te sny.
Sny met stempelgereedskap is baie vinniger en goedkoper as lasersny.
Stampvorming
Vir sommige konkawe en konvekse strukture of ribbes vir sommige plaatmetaalonderdele, sal ons stempelgereedskap benodig om hulle te vorm.
Stempelbuiging
Stempelbuiging is ook goedkoper en vinniger as buigmasjiene. Maar dit is slegs geskik vir onderdele met 'n komplekse struktuur en klein grootte soos 300 mm * 300 mm. Want wanneer die buiggrootte groter is, sal die gereedskapskoste hoër wees.
So soms, vir groot onderdele en groot hoeveelhede, ontwerp ons slegs 'n stempel-snygereedskap, geen buiggereedskap nie. Ons buig die onderdele net met buigmasjiene.
Ons het 5 professionele gereedskapontwerpingenieurs wat die beste oplossings vir u metaalstempelonderdele sal bied.


Prent 4: HY Metals stampgereedskap pakhuis
Ons het meer as 20 stelle stempel- en ponsmasjiene van 10T tot 1200T vir metaalstempelwerk. Ons het honderde stempelvorms intern gemaak en elke jaar miljoene presisie-metaalonderdele vir kliënte regoor die wêreld gestempel.
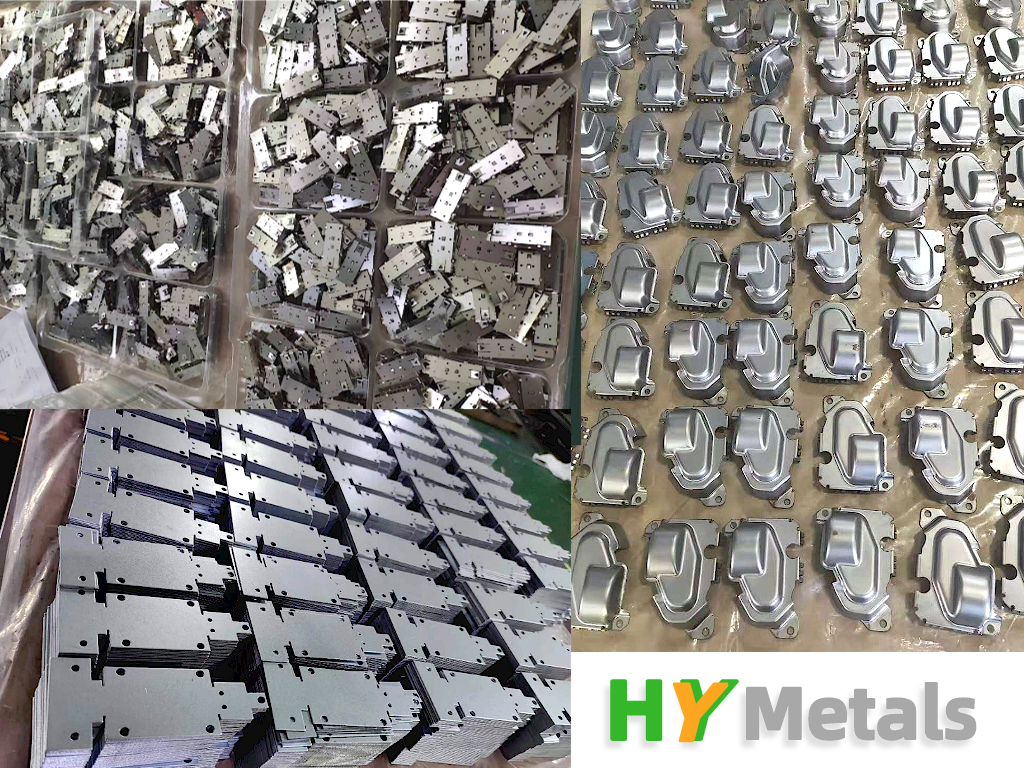
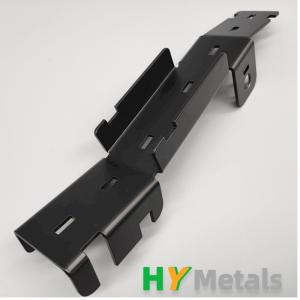
Prent 5: Sommige gestempelde onderdele deur HY metals
Dieptekening
Dieptrek is 'n soort stempelwerk vir 'n dieper en konkaafvormige struktuur. Die vlekvrye staal wasbakke en houers in die kombuis is van die dieptrek-onderdele wat ons kan sien.
Ons vervaardig baie presisie-industrieonderdele deur dieptekening.

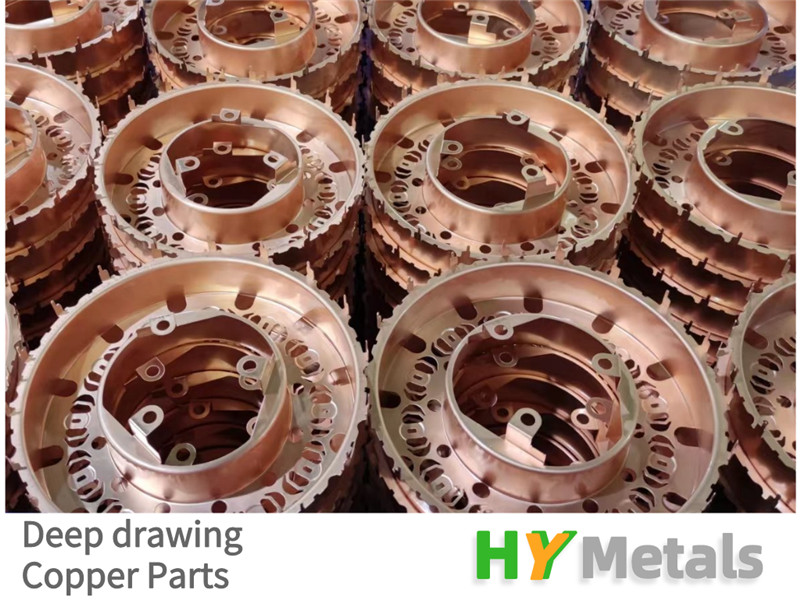
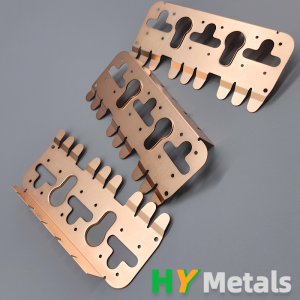
Prent 6: Diep trek en stempel koperonderdele
Dit is 'n koper dieptrek- en stempelonderdeel.
Ons het altesaam 7 stelle enkelponsgereedskap vir hierdie onderdeel ontwerp, insluitend 3 stelle dieptrekgereedskap vir vorming en 4 stempelgereedskap vir sny en buig.
NCT-pons

Die NCT-pons is 'n afkorting vir Numeriese Beheer-rewolwerponspers, ook bekend as Servopons, wat met 'n outomatiese masjien met 'n industriële beheerstelsel voortgaan.
NCT-pons is ook 'n soort koue stempelproses. Dit word algemeen gebruik om gaasgate of OB-gate te sny.
Vir plaatmetaalonderdele met baie gate, sal NCT-pons 'n beter opsie wees met 'n goedkoper koste en vinniger spoed as lasersny.
En ons weet dat lasersny deur die hitte tot 'n mate van vervorming sal lei.
NCT-pons is 'n koue proses wat geen hittevervorming sal veroorsaak nie en die plaatmetaalplaat beter plat sal hou.
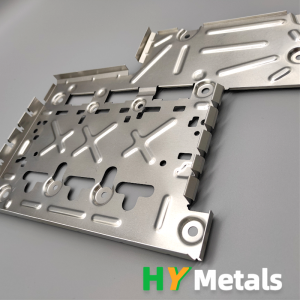
Prent 7: Sommige NCT-ponsprodukte deur HY Metals
-
Pasgemaakte Vervaardigingsdiens vir Plaatmetaal Pro ...
-

Hoë-presisie metaalstempelwerk sluit Stam ...
-
Hoë presisie plaatmetaal dele koper kontak ...
-

Presisie plaatmetaal buig en vormproses
-

Plaatmetaalonderdele gemaak van gegalvaniseerde staal ...
-

Plaatmetaal prototipe met kort omkeertyd
-
Vlekvrye staal plaatmetaalbeugel met swart ...